Performance Evaluation of thermosyphon heat pipe Heat exchanger
Bangale A.A.,
Mechanical Engineering department , SKNSCOE, Korti ,Pandharpur
Abstract - An experimental investigation is carried out to predict the performance of two phase closed thermosyphon heat pipe. A copper thermosyphon with a length of 1000 mm long, with an evaporator length of 450 mm and condenser length of 450 mm & adiabatic length of 100 mm. The outer diameter of 25.4 mm & inner diameter 22.4 mm was employed. Thermosyphon was charged with 60% of Al2O3-water based nano fluid as a working fluid . The Al2O3 nano particals having size less than 50 nm is taken 1% by weight & mixed with water for preparation of nano fluid. The thermosyphon was tested for various inclinations of 00,150 and 200 at a constant flow rate of 0.1 Kg/s. The thermal performance of thermosyphon is analysed.It is seen that in condenser section, pipe wall temperatures increases towards the end where the coolant outlet pipe was located. The increase was due to the gain of heat by coolant water flowing from inlet to outlet section of condenser. The percentage increase in the heat transfer coefficient of two phase closed thermosyphon when it is at 200 is average 99% more than the vertical position. The percentage increase in the heat transfer coefficient of two phase closed thermosyphon when it is at 150 is average 6% more than the vertical position.
Keywords— Thermosyphon, Nano fluid, heat transfer coefficient
I. Introduction
A heat pipe is simple device with no moving parts that can transfer large quantities of heat over small distances essentially at constant temperature without requiring any power input. It is a device of very high thermal conductance. It is basically sealed slender tube containing wick structure lined on inner surface and small amount of fluid such as water at the saturated state. It consists of three sections: Evaporator, at one end: where heat is absorbed and fluid is vaporized. Condenser, at other end: where vapor is condensed and heat is rejected. Adiabatic , in between evaporator and condenser : where the vapor and the liquid phases of the fluid flow in opposite directions to complete the cycle with no significant heat transfer between fluid and surrounding medium. Thermosyphon is similar to heat pipe in operation except for return of liquid to the evaporator section. In heat pipe, liquid is comes to evaporator with help of gravity. Hence, it is also known as wickless heat pipe. As the thermosyphon relies on gravity to pump the liquid back to the evaporator section, it cannot operate at inclinations close to the horizontal position. This research paper deals with study of thermosyphon heat pipe heat exchanger with different heat inputs and different angle of inclinations using 1% Al2O3-water based nano fluid.
2. LITERATURE REVIEW: Many investigations were carried out in order to enhance heat pipe and thermosyphon performance. Some researches focused on using more efficient working fluid to increase the heat pipe performance. In the recent years with more scientific attention in using nano-fluids for different purposes, many researchers have been focused to employ these fluids in heat pipes and thermosyphons. S.U.S. Choi [1] investigated that larger relative surface area of nanoparticles, compared to those of conventional particles, should not only significantly improve heat transfer capabilities, but also should increase the stability of the suspensions. Das & et al.[2] examined the effect of temperature on thermal conductivity enhancement for nano-fluids containing Al2O3 (38.4 nm) or CuO (28.6 nm) through an experimental investigation using temperature oscillation method. They observed that 2 to 4 fold increase in thermal conductivity can take place over the temperature range of 21oC to 52oC.Tsai &et al.[3] also employed aqueous solutions of various-sized gold nanoparticles. They found a large decrease of thermal resistance of the heat pipe with nanofluids as compared with de-ionized water. Senthilkumar R. & et al [4] found that the thermal efficiency of copper nano-fluid is higher than the base fluid DI water and thermal resistance significant reduction in thermal resistance. D.W. Zhou [5] concluded that, with an acoustic field generated into the working fluid, heat transfer was enhanced by CuO nanoparticles, irrespectively of heat flux. The trend becomes more obvious with the increasing of fluid sub cooling, sound source intensity and nano-fluid concentration. Paisarn Naphon & et al.[6] concluded that pipe with 0.10% nano particles volume concentration, the thermal efficiency is 10.60% higher than that with the based working fluid. Sameer Khandekar& et al [7] A two-phase gravity assisted thermosyphon was designed, fabricated and tested with three nanofluids based on water (with 1% by weight of Al2O3, CuO, and laponite clay). Baseline thermal performance was obtained with pure water as the working fluid. In general, it is observed that thermal performance deteriorates when Nano fluids are used as working fluids.
Scope of work : From the literature review it is found that there is lot of scope to use the water based Nano fluid as a smart working fluid .Also it is observed that inclination of thermosyphon with an angle with vertical plays major role in its thermal performance. So the proposed work is concerned with experimental investigation of TPCT heat pipe with the following objectives:
Ø To study the performance of thermosyphon at flow rates of 0.1 kg/s when thermosyphon heat pipe is in vertical position & when it is in inclined position (i.e. 15 & 20 degree).
Ø To study the performance of thermosyphon for different temperature input (i.e. from 40 0C to 75 0C) when thermosyphon heat pipe is in vertical and inclined position.
Ø To analyze the effect of different temperature input on heat transfer coefficient, efficiency, heat output etc. for a given mass flow rates.
3. Experimental set-up : Figure 3.1 . shows the experiment set-up for the study of heat transfer characteristics of a thermosyphon heat pipe. The thermosyphon is made from copper tubes with a diameter of 25.4mm, 1mm thickness, 1 m length, evaporating section 45 cm in length, 10cm adiabatic section with working fluid filling 60% of the evaporating section. The working fluid used in this research work is Al2O3-water based nano- fluid. This is prepared by mixing Al2O3 nano particles (1% by weight of water) to the distilled water and its uniform distribution in water is obtained by using ultrasonic homogeniser. After filling thermosyphon with working fluid, it is evacuated upto 0.001bar pressure and then it is sealed. The condenser and evaporator jacket are prepared with the help of PVC pipe for giving heat input and obtaining heat output with the help of hot water and cold water respectively. Total five K type thermocouples are used to measure the surface temperature of thermosyphon heat pipe which are equally spaced. The four K type of thermocouples are used to get inlet and outlet water flow temperature for both evaporating and condensing sections. One litre measuring flask is used to measure water flow rate,which is kept fixed for experimentation. The water pump is used for passing the water from hot water tank to inlet of evaporator section. The heaters were used for heating of water. The two coil of 500 watts has been used for heating. The heater tank has 15 litre capacity which has been used for storing water. The experimentations are conducted using experimental set-up to study the proposed objectives.

Fig.3.1 Experimental Setup
4. CALCULATIONS:-
Following list of formulae are used to calculate required quantities for analysis of thermosyphon heat pipe.
Ø Heat input given to the thermosyphon heat pipe at evaporator is calculated as
Q in = mhx Cpx (Th1-Th2)……… Watt
Ø Heat rejected at condenser section is calculated by
Q out = mc x Cpx(Tc2-Tc1)……… Watt
Ø The heat transfer coefficient in the condenser can be evaluated using the following equation:
hc = [Qout / (π Di Lc (Ts–Tbm)]……W/m2K
Ø The average temperature evaporator section is calculated by
Tavg = (T4+T5 )/2
Ø The Percentage efficiency of Thermosyphon is given by
% Efficiency= (Qout/Qin)x 100
5. 5. 5. Performance Analysis and Result Discussion :
Afte
Fig 5.1
Fig 5.2
Fig. 5.3
From the Fig.5.1 to Fig. 5.3 it is observed that temperature gradient is nearly constant. As length increases temperature along the surface of two phase closed thermosyphon is decreases. The temperature at the inlet of condenser section decreases because water starts to enter and at exit temperature is highest due to gain of heat from inlet to outlet.
Fig. 5.4
Fig. 5.4 it is seen that the effect of inclination on heat transfer coefficient. Heat transfer coefficient increase as temperature increases. Also heat transfer coefficient is more in case of 200 as compared to 00 and 150.
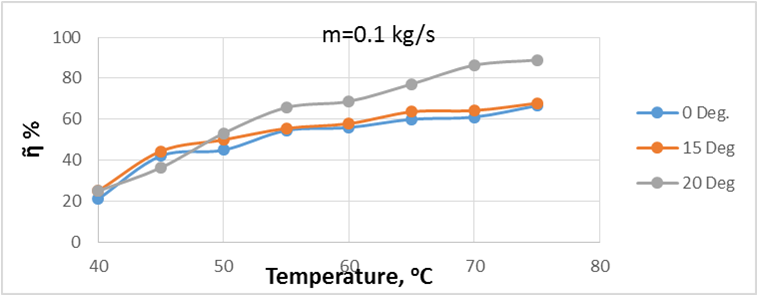
Fig. 5.6
From Fig.5.5, it is seen that efficiency increases as mass flow rate increases. Efficiency of 200 inclination is more as compared to 00 & 150.This may be due to the gravity forces may be dominant at 200 as compared to other forces.
6. CONCLUSIONS:
From the research work done we got the following conclusions
Ø When input temperature of thermosyphon increases from 40 to 75 0C, then heat transfer rate also increases.
Ø The performance of TPCT depends upon angle of inclination with vertical. When angle of inclination of TPCT changes from 0 to 200 there is change in heat transfer coefficient and efficiency.
Ø The heat output of two phase closed thermosyphon increases when temperature increases from 40 0C to 75 0C and it is highest at 200 than the 150 and vertical position.
Ø The efficiency of two phase closed thermosyphon increases when temperature increases from 40 0C to 75 0C and it is highest at 200 than the 150 and vertical position.
Ø In condenser section, pipe wall temperatures increases towards the end where the coolant outlet pipe was located. The increase was due to the gain of heat by coolant water flowing from inlet to outlet section of condenser.
7. References:-
[1] Stephen U. S. Choi, “Effects of Various Parameters on Nanofluid Thermal Conductivity”,Journal of Heat Transfer, (2007), Vol. 129 / 617.
[2] S.K. Das, N. Putra,W. Roetzel, “Pool boiling characteristics of nano-fluids”, International Journal of Heat and Mass Transfer 46 (5) (2003) 851–862.
[3] C.Y. Tsai, H.T. Chien, P.P. Ding, B. Chan, T.Y. Luh, P.H. Chen, “ Effect of structural character of gold nanoparticles in nanofluid on heat pipe thermal performance”, Material Letters 58 (2004), pp1461– 1465.
[4] Senthilkumar R, Vaidyanathan S, Sivaraman , “Performance Analysis of Heat Pipe Using Copper Nanofluid with Aqueous Solution of n-Butanol” ,International Journal of Mechanical and Materials Engineering 1:4 2010.
[5] D.W. Zhou, “ Heat transfer enhancement of copper nanofluids with acoustic cavitation”, International Journal of Heat and Mass Transfer 47 (2004) 3109–3117.
[6] Paisarn Naphon, Pichai Assadamongkol, Teerapong Borirak, “ Experimental investigation of titanium nanofluids on the heat pipe thermal efficiency”, International Communications in
Heat and Mass Transfer 35 (2008) 1316–1319.
[7] Sameer Khandekar, Yogesh M. Joshi and Balkrishna Mehta, “Thermal performance of closed two- phase thermosyphon using nanofluids”, International Journal of Thermal Science 47(2008), pp 659- 667.
[8] M. Kannan & E.Nataranjan , “Thermal Performance of a Two-Phase Closed Thermosyphon for waste Heat Recovery System”, Journal of applied sciences 10 (5): 413-418,2010.
[9] S.H. Noie , “Heat transfer characteristics of a two-phase closed thermosyphon”, Applied Thermal Engineering 25 (2005) 495–506
[10]S.H. Noie ,S. Zeinali Heris, M. Kahani and S.M. Nowee , “Heat transfer enhancement using Al2O3/water nanofluids in a two-phase closed thermosyphon.”, International Journal of Heat and Fluid Flow 30 (2009) 700–705.
[11] Patil Aniket D and Dr. Yarasu Ravindra B, “Factors Affecting the Thermal Performance of Two Phase Closed Thermosyphon”,International Journal of Emerging Technology and Advanced Engineering ,ISSN 2250-2459, Volume 2, Issue 9, September 2012.
[12] Gabriela Huminic Angel Huminic, “Heat transfer characteristics of a two-phase closed thermosyphons using nanofluids”, Department of Thermodynamics and Fluid Mechanics, Experimental Thermal and Fluid Science 35 (2011) 550–557
[13] Saravanan M., Alagappan N. and Manikandan K., “Heat Transfer Enhancement of Two Phase Closed Thermosyphon (TPCT) using Copper Nano Fluid in Aqueous Solution of N-Butanol”, International Journal of Networks and Applications,ISSN 0976-5859 Volume 2, Number 1 (2011), pp. 17-25
[14] Mathieu Legay, Nicolas Gondrexon, “Enhancement of Heat Transfer by Ultrasound: Review and Recent Advances”, International Journal of Chemical Engineering, Volume 2011, 17 pages.
[15] Kim H.T., Kim Y.G. and Kang B.H., “ Enhancement of Natural Convection and Pool Boiling Heat Transfer via Ultrasonic Vibration”, International Journal of Heat and Mass Transfer,(2004) ,Vol. 47, pp 2831-2840.
[16] Oh, Y.K., Park, S.H. and Cho, Y.I., “A Study of the Effect of Ultrasonic Vibrations on Phase-Change Heat Transfer”, International Journal of Heat and Mass Transfer, Vol. 45, (2002), pp. 4631-4641.
[17] K.A. Park and A. E. Bergle, “Ultrasonic enhancement of saturated and subcooled pool boiling”,Inf. J. /feat Mass Transfer. Vol. 31. No. 3, pp. 664-667, 1988
[18] K. S. Ong and W. L. Tong, “Inclination and Fill Ratio Effects on Water Filled Two-Phase Closed T hermosyphon”,10th IHPS,Taipei, Taiwan,Nov. 6-9, 2011.
[19] M. Karthikeyan et. al., “Thermal performance of a two phase closed thermosyphon using aqueous solution”, Vol. 2(5), 2010, 913-918
[20] Yoshihiro Iida and Kentarou Tsutsui , “The effects of Ultrasonic Waves on Natural Convection, Nucleate Boiling, and Film Boiling Heat transfer from a wire to a saturated liquid”, Experimental Thermal and Fluid Science 1992; 5:108-115
[21] J. H. Jeong and Y. C. Kwon , “Effects of ultrasonic vibration on subcooled pool boiling critical heat flux”, Heat and Mass Transfer Wärme- und Stoffübertragung © Springer-Verlag 2006,10.1007/s00231-005-0079-1
[22] Carlo Bartoli and Federica Baffigi, “ Effects of ultrasonic waves on the heat transfer enhancement in subcooled boiling”, Experimental Thermal and Fluid Science 35 (2011) 423–432
[23] Ho-Young Kim , Yi Gu Kim and Byung Ha Kang , “Enhancement of natural convection and pool boiling heat transfer via ultrasonic vibration”, International Journal of Heat and Mass Transfer 47 (2004) 2831–2840
[24] Sompon Wongtom, Tanongkiat Kiatsiriroat, “Effect of inclined heat transfer rate on thermosyphon heat pipe under sound wave”, Asian Journal on Energy and Environment (2009), Volume 10(04), pp214-220, ISSN 1513-4121.
[25]T.Theachana,V.Wongsuwan,Tanongkiat Kiatsiriroat and Atipoang Nuntaphan,“Performance enhancement of thermosyphon heat pipe by ultrasonic wave”, As. J. Energy Env. 2009, 10(02), 76-90 ISSN 1513-4121.
[26] Dongsheng Wen & Yulong Ding, “Experimental investigation into the pool boiling heat transfer of aqueous based γ- alumina nano-fluids”, Journal of Nanoparticle Research (2005), Vol.7, pp265-274.
[27]Ganesh Ranakoti, Irtisha, Sandhya Dewangan, Siddhartha Kosti, Rohan Nemade, “Heat Transfer Enhancement by Nano Fluids”, ME642-Convective Heat and Mass Transfer, April 2012.
[28] Arthur E. Bergles, “Enhancement of pool boiling”, International. Journal of Refrig.eration, Vol 20, No. 8, pp. 545-551, 1997